


三元乙丙橡胶(EPDM)分子链柔顺,弹性优良,其大分子侧链上含有少量双键,为硫黄硫化提供反应活性点。与NR,SBR和CR等通用橡胶相比,EPDM具有特别优良的耐天候、耐臭氧、耐紫外线性能和耐热空气老化性能,因而广泛用于汽车、地铁高速列车等各种车辆的门窗密封胶条,长期使用密封性能好,寿命长。随着人们对车辆安全性、舒适性的要求提高,不但要求车辆门窗密封胶条具有优良的密封性能,而且必需具有良好的阻燃性能和较低的烟雾产生,对地铁列车尤为重要,以减少火灾造成的财产损失和人员伤亡。然而,EPDM属碳氢链橡胶,非常容易燃烧(极限氧指数LOI约18),而且燃烧时产生大量黑色浓烟。车窗密封条一般采用连续挤出微波高温硫化工艺生产,要求EPDM具有优良的挤出加工性能[1]。传统的有效阻燃方法是加入卤-锑体系,添加量少,阻燃性能优良,力学性能和加工性能损失小,但毒性大,不符合欧盟的Rosh指令要求[2],另一种方法是加入大量微米氢氧化物,但挤出加工性能和力学性能很难平衡[3]。为了兼顾阻燃性能、力学性能和挤出加工性能,本文将从橡胶基体、阻燃体系、增强体系、润滑体系等配合体系入手,探讨不同粒径、不同表面改性氢氧化镁、以及与磷系阻燃剂并用、石蜡油增塑剂等对EPDM力学性能、挤出加工性能和阻燃性能的影响。
1 实验部分
1.1 原材料
三元乙丙橡胶,EP-35,乙烯质量分数52%,日本JSR公司生产;锡酸锌,云南锡业股份有限公司;氢氧化镁,微米级,未改性,辽宁营口环球粉体有限公司;氢氧化镁,微米级,氨基硅烷改性,德国马丁公司;氢氧化镁,微米级,硬脂酸改性,郑州富隆公司;氢氧化镁,纳米级,大连富美达信材料有限公司;红磷,连云港信拓硅化公司;润滑剂,莱茵公司;硅橡胶,110-2,北京化工二厂;马来酸酐接枝三元乙丙橡胶(EPDM-MAH),MEPR-800,接枝率为0.80%~1.0%,南京聚星高分子材料有限公司;其他助剂均为市售橡胶工业原材料。
1.2 材料制备
基本配方:三元乙丙橡胶,100;氧化锌,5;硬脂酸,2;硫黄,1.3;促进剂EG-3,3.3;阻燃体系,100~200;炭黑,30~60;增塑剂,20~60。加工工艺:在Φ150mm炼胶机上将EPDM炼成薄片,放大辊距,包辊后分别加入相应配合剂,混合均匀后出片。用盘式硫化仪测得相应的硫化参数,然后在平板硫化机上制取试片,取t90+2min为试片硫化时间,压力为10MPa,温度为160℃,排气4次。
1·3 测试方法
力学性能:用平板硫化机硫化制备2mm试片,使用LLOYD电子拉力实验机按GB/T528-1998测试材料的拉伸强度、拉断伸长率、300%定伸应力、撕裂强度,测试温度为(23±2)℃,拉伸速度为500mm/min;采用XY21型橡胶硬度计(上海化工机械4厂)按GB/T531-1999测试材料的邵尔A硬度。
阻燃性能:使用CZF型水平垂直燃烧测试仪(南京江宁区分析仪器厂生产)根据GB/T2408-1996测试硫化胶的水平和垂直燃烧性能;采用JF-3型氧指数仪(南京江宁县分析仪器厂生产)根据GB/T2406-1993测试材料的氧指数。烟密度:使用SD-2型烟密度仪(中国船舶总公司第七二五研究所生产)按ASTME62283标准测试。
挤出加工性能:使用Φ30单螺杆挤出机(天津汇田电工技术有限公司生产),按照ASTMD2230-1996标准表征未硫化橡胶的挤出加工性能。
2 结果与讨论
2.1 氢氧化镁粒径大小的影响
氢氧化镁在材料燃烧过程中可以分解吸收热量,同时释放出水,在水气化过程中再次吸收热量,并且在分解过程中不会产生有毒气体,所以是环保型阻燃剂,但是氢氧化镁的阻燃效率远远没有卤系阻燃体系的高,所以必须采用高填充量(大于60%)才能实现良好的阻燃效果。EPDM属非自补强型橡胶,自身拉伸强度仅为2MPa左右,需要添加粒径很小的补强性填料以增强强度。图1为含微米氢氧化镁和纳米氢氧化镁的EPDM性能对比。
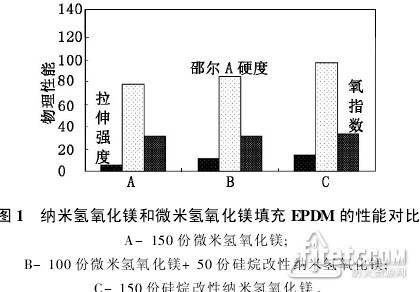
从图1可以看出,与微米氢氧化镁相比,在相同用量下纳米氢氧化镁能够有效地提高EPDM的拉伸强度,且极限氧指数略高,但EPDM的硬度升高很快。与单用纳米氢氧化镁相比,微米氢氧化镁和纳米氢氧化镁并用降低了EPDM的硬度和拉伸强度,氧指数变化不大。对增强橡胶而言,在填料粒径、表面活性和结构性3个要素当中,填料粒径是决定增强效果的第一因素[4]。根据氢氧化镁热分解脱水吸热这一阻燃机理,在相同氢氧化镁用量下,其脱水吸收的热量多少没有差别,因此材料的氧指数差别不明显。微米氢氧化镁和纳米氢氧化镁并用可在一定程度上平衡EPDM的硬度和拉伸强度,低填充纳米氢氧化镁可提高EPDM的拉伸强度并降低硬度,同时高填充微米氢氧化镁,能保证材料的阻燃性能。
2.2 微米氢氧化镁与纳米填料并用的影响
极性氢氧化镁与非极性三元乙丙橡胶相容性很差,所以氢氧化镁在三元乙丙橡胶中的分散性并不是很好,对氢氧化镁进行表面改性可以改善其在三元乙丙橡胶中的相容性从而提高材料性能。本文采用氨基硅烷改性的微米氢氧化镁作阻燃剂,以少量的纳米填料进行补强来协调阻燃性能和力学性能,结果见表1。
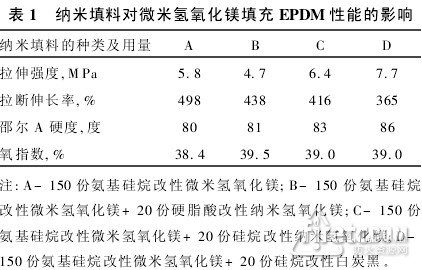
从表1可看出,在大量添加微米氢氧化镁的基础上,增加20份氨基硅烷改性的氢氧化镁,复合材料的拉伸强度略有上升;增加同样用量的硬脂酸改性氢氧化镁,复合材料的拉伸强度反而下降;增加20份改性白炭黑能显著提高EPDM的强度和硬度。说明在相同用量下,白炭黑的补强效果优于纳米氢氧化镁。添加硬脂酸改性纳米氢氧化镁会导致材料的强度下降,这是由于硬脂酸改性纳米氢氧化镁可能使其分散有所改善,但弱化了填料-橡胶的界面作用[5]。对纳米填料填充的聚合物,填料的分散性和填料-聚合物界面作用都对材料的力学性能有显著影响。由于纳米填料的添加量较少,EPDM的氧指数增加很小。
2.3 含磷阻燃协效剂的影响
氢氧化镁与磷系阻燃剂具有很好的协同阻燃效果[6]。本实验对比了红磷与氢氧化镁的协同作用效果。在保证120份氢氧化镁的条件下对比了10份红磷和0份红磷的阻燃效果,见表2。

从表2可看出,添加10份红磷后材料的阻燃性能得到了明显提高,红磷和氢氧化镁的协同阻燃效果比较明显,但红磷会导致材料拉伸强度下降,硬度上升,所以作为阻燃协效剂,红磷的添加量不宜过多。针对阻燃性能而言,红磷是一种可以在氢氧化镁体系中明显提高材料阻燃效率的阻燃协效剂。
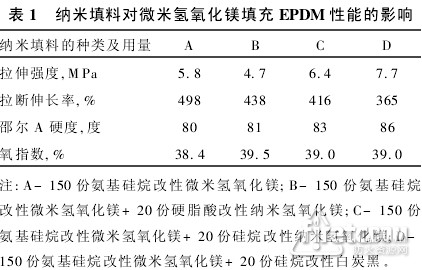
表3是含磷化合物对微米氢氧化镁填充EP-DM性能的影响。从表3可以看出,磷酸三苯酯作为一种阻燃增塑剂,添加后EPDM的硬度明显降低,但氧指数不增反降,更重要的是燃烧时发烟量较大。聚磷酸铵与氢氧化镁并用具有明显的阻燃协同效果,由于它是一种微米颗粒,会降低材料的拉伸强度和拉断伸长率,不宜添加量过高。
2.4 成炭剂的作用
含硅化合物在聚合物燃烧时有利于成炭,锌盐对EPDM燃烧时成炭有利[7]。本文考察了硅橡胶、硼酸盐、锡酸锌、有机粘土对EPDM的阻燃性能影响。
硅氧烷在聚合物体系燃烧时可以迁移到表面形成陶瓷型炭层保护基体,增强阻燃效果[8]。表4为硅橡胶对氢氧化镁填充EPDM的性能影响。从表4可看出,随着硅橡胶用量增加,EPDM的力学强度呈下降趋势,硬度稍微有所下降,氧指数也有所下降。从燃烧产物的形貌可看出,加入硅橡胶后材料的成炭性并没有得到明显改善。硅胶单独燃烧时,燃烧速度比较慢,多呈阴燃状态,自熄性能比较差,与三元乙丙橡胶共混后并不能抑制三元乙丙橡胶的燃烧。添加大量的氢氧化镁后,材料的阻燃性能比较好,硅橡胶的成炭效果很不明显。由于硅橡胶在硫黄硫化体系中并不参与交联,所以添加硅橡胶以后,材料的力学强度和硬度均有所下降。从硅橡胶本身的结构来看,硅橡胶起到了增塑作用。

表5是其他成炭剂对氢氧化镁填充EPDM性能的影响。从表5可看出,相对于锡酸锌,硼酸锌和有机粘土的氧指数略有提高,但对力学强度也有较大影响。在氢氧化镁阻燃体系下,要求协效剂不能对力学性能影响太大,否则起不到提高阻燃性能的效果,只能降低氢氧化镁用量,从而达到提高力学性能的要求。在氢氧化镁体系下选择锡酸锌作为阻燃协效剂效果比较好。
2.5 挤出加工性能
EPDM属于非极性橡胶,内聚能又低,因此自粘性与互粘性很差,挤出加工性能也很差;大量添加时极性氢氧化镁与EPDM亲合性差,造成挤出加工时半成品非常容易破裂,表面粗糙。按照ASTMD2230-1996标准要求,调控挤出机的温度和转速,考察了几种不同润滑剂(润滑剂用量)、不同橡胶基体(与EPDM-MAH并用)、增塑体系(石蜡油增塑剂)对EPDM的挤出加工性能影响。
外润滑剂可以有效地减少胶料在挤出加工时的阻力,有利于改善胶料挤出时的流动性,但对阻燃橡胶材料而言,外润滑剂的添加量不能太大,否则会影响材料的阻燃性能。图2是外润滑剂对EPDM胶料挤出加工性能的影响结果。从图2可看出,添加5份石蜡和EPDM专用加工润滑剂后,EPDM的挤出外观粗糙,并不能从根本上改变EPDM的挤出性能。添加外润滑剂后导致材料内聚能变低,材料变得松散,在挤出成型过程中非常容易破边。相对而言,添加10份硅橡胶后,EPDM的挤出外观有显著改善。
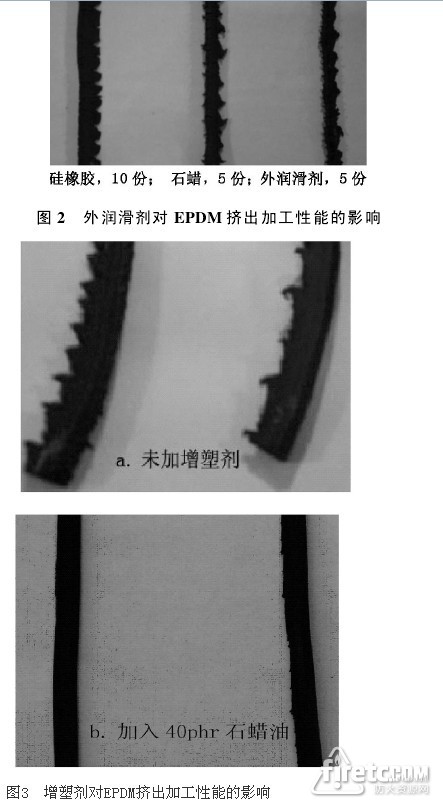
图3 增塑剂对EPDM挤出加工性能的影响
对挤出加工性能影响的最大因素是胶料流动性。添加增塑剂是改善胶料流动性和硬度最有效的方法。本文对比了石蜡油对胶料加工性能的影响,挤出表观见图3。
从图3可看出,添加40份石蜡油后,EPDM的挤出外观光滑,达到用户要求。石蜡油添加到该材料中,可降低材料的硬度,使胶料变软,从而改善材料的流动性,有利于挤出成型。添加增塑剂是改善EPDM挤出流动性和硬度的最有效方法,但需注意材料的阻燃性能和烟密度的变化
。图4是EPDM基体对挤出加工性能的影响。从图4可看出,并用少量马来酸酐接枝三元乙丙橡胶后,挤出外观明显改善,但马来酸酐接枝三元乙丙橡胶添加量过大,胶料的挤出外观质量反而变差。马来酸酐接枝三元乙丙橡胶和极性氢氧化镁的相容性好,能够在一定程度下提高氢氧化镁在橡胶中的分散性,可保持挤出样条形状相对稳定。由于马来酸酐接枝三元乙丙橡胶可能添加了热塑性树脂,增加挺性便于挤出造粒,从而导致在添加过多马来酸酐接枝三元乙丙橡胶后,材料不能塑化,反而影响胶料的挤出性能。EPDM中添加大量微米氢氧化镁,由于极性氢氧化镁与三元乙丙橡胶相容性比较差,导致材料内聚能变低,胶料变得松散,挤出过程中容易破裂,表面粗糙。因此,改善填料与橡胶基体的相容性是提高挤出加工性能的有效方法之一。

2.6 优化配方的综合性能
综上所述,挤出型无卤阻燃EPDM的难点在于挤出加工性能、力学性能和阻燃性能的平衡。优化配方的综合性能见表6。从表6可看出,基本可以实现拉伸强度大于或接近于6MPa,拉断伸长率大于200%,硬度在75±3度,氧指数大于32%,有焰最大烟密度不超过200,无焰最大烟密度不超过300,挤出性能符合ASTMD2230-19968级要求。
3 结论
挤出型无卤阻燃EPDM的难点在于挤出加工性能、力学性能和阻燃性能的平衡。纳米氢氧化镁兼具增强和阻燃特性,但大量添加时材料的硬度很高。通过大量微米氢氧化镁和少量纳米氢氧化镁并用,辅以少量磷系阻燃协效剂和成炭剂来协调阻燃性能和力学性能。通过添加少量马来酸酐接枝三元乙丙橡胶、润滑剂和石蜡油可明显改善EPDM的挤出加工性能,最终制备出一种综合性能较好的挤出型无卤阻燃EPDM材料。





